ग्लोबल फास्टिंग अनुकूलन समाधान समर्थन आपूर्तिकर्ता








पानी


स्टेनलेस स्टील स्टिलॉजिकल स्क्रू
उत्पादन वर्णन
| उत्पाद नाम | स्टेनलेस स्टील स्टिलॉजिकल स्क्रू |
| भौतिक | 404 स्टेनलेस स्टीलबाट बनेको, यी स्क्रूसँग राम्रो रासायनिक प्रतिरोध हुन्छ र नम्र चुम्बकीय हुन सक्छ। तिनीहरूलाई A2 स्टेनलेस स्टील पनि भनिन्छ। |
| हेड प्रकार | काउन्टरनून टाउको |
| ड्राइभ प्रकार | क्रस विटा |
| लम्बाइ | टाउकोबाट मापन गरिएको छ |
| दरखास्त | चिपबोर्ड स्क्रूहरू प्रकाश निर्माण कार्यहरूको लागि उपयुक्त छन्, जस्तै प्यानल, पर्खाल चालकहरू, र एक किल्लाको लागि आवश्यक छ, तिनीहरू व्यापक रूपमा चिपबोर्ड र एमडीएफको सभामा प्रयोग गरिन्छ। (मध्यम-घनत्व फाइबरबोर्ड) फर्नीचर। |
| स्तर | स्क्रूहरू जुन मिस वा डि 7505 (a) आयामका लागि मानकहरूको साथ मापदण्डको साथ। |
उत्पादन वर्णन

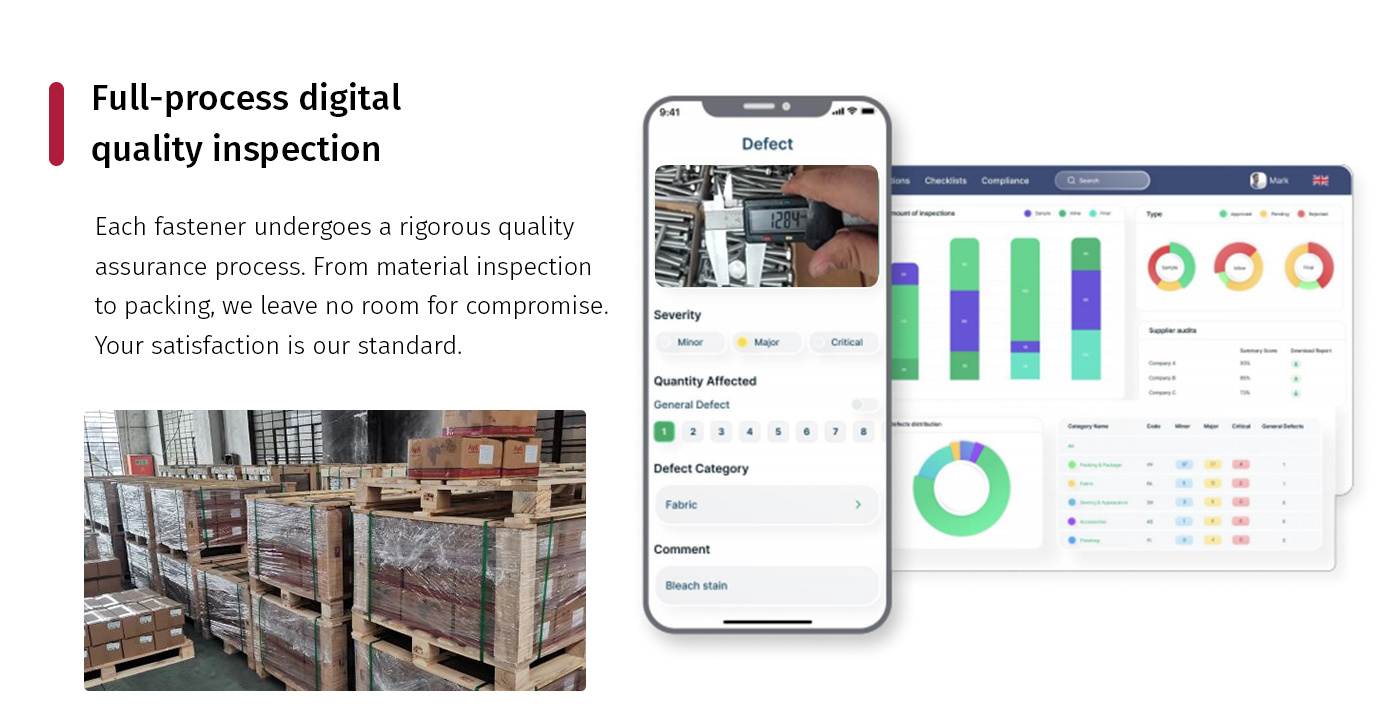
हामी संग छपेशेवर QC निरीक्षकहरूउत्पादन र अधिक उत्पादनहरूको मानकीकरण र सटीकता र सटीकताका सटीकता सुनिश्चित गर्न निर्माण र निरीक्षण प्रक्रियाको सुपरिवेक्षण गर्न खटाइएको छ।
उत्पादन र अन्तिम उत्पादनहरूमा कच्चा माल खरीदबाट, कठोर गुणस्तर नियन्त्रण प्रक्रियाहरू प्रत्येक चरणमा स्थानमा छन् सुन्दर्भिक रूपमा भेट्ने वा उद्योग मापदण्डहरू भन्दा बढी।
गुणस्तर ग्यारेन्टी र परीक्षणको बारेमाफास्टनर उत्पादनको महत्त्वपूर्ण भाग हो। आयामा, धेरै विस्तृत निरीक्षणहरू मात्रात्मक विश्लेषण विधिको साथ फास्टनर विश्लेषण गर्न गरिन्छन्। अन्तमा, थ्रो नतीजा रिपोर्टले रिपोर्ट आफैमा गुणस्तर प्रमाणित गर्दछ।
QC निरीक्षकहरूले उत्पादनहरू ज्ञान र उत्पादन प्रविधिमा राम्रोसँग अनुभव गरेका छन्। अन्तिम उत्पादनहरूले बजार र ग्राहकहरूको आवश्यकताहरू पूरा गर्न सक्दछन् भन्ने कुरा सुनिश्चित गर्न विशेष उपकरणहरू लागू गरिन्छ।
हाम्रो डिजिटल प्रणाली-कर्मासबै ब्याचलाई समाप्त उत्पादनहरू समाप्त उत्पादहरूमा रकबाट सुरक्षित राख्छ। पूर्ण गुणवत्ता निरीक्षण प्रमाणपत्रहरू अनुरोध मा प्रस्तुत गर्न सकिन्छ।
आन्तरिक प्रक्रिया अडिगन निर्माण प्रक्रियाको प्रभावकारिता सुनिश्चित गर्न नियमित कार्यान्वयन गरिन्छ।
अन्तिम उत्पादन निरीक्षणएक मुख्य पोइन्ट हो। आयासँग यस महत्त्वपूर्ण कार्यको लागि पूर्ण नमूना चेक प्रणाली छ र प्रत्येक विवरण पूर्ण निरीक्षण गरिनेछ।
सबै उत्पादन प्रक्रियाहरू अन्तिम उत्पादनहरूले ग्राहकहरूको अपेक्षाहरू पूरा गर्न सक्षम छ भनेर सुनिश्चित गर्न QC निरीक्षकहरूले सुपरिवेक्षण गरिनेछ।
आया फास्टनरहरू लगातार ग्राहक प्रतिक्रिया र बजार प्रतिक्रियामा आधारित उत्पादित प्रक्रियाहरू र बजारका निरीक्षण प्रक्रियाहरू, उत्पादनलाई विश्वसनीयता र प्रतिस्पर्धा व्यक्त गर्दछ।
चिपबोर्ड स्क्रूसँग काम गर्नका लागि सुझावहरू
पाइलट प्वालहरू:चिपबोर्ड स्क्रूमा आत्म-ड्रिलिंग पोइन्टहरू छन्, यो हार्डवुडहरूमा पायलट प्वालहरू सिर्जना गर्न राम्रो अभ्यास हो वा एक चिपबोर्डको टुक्राको किनारमा काम गर्ने क्रममा। यसले विभाजन गर्न र सटीक स्थापना सुनिश्चित गर्दछ।
टोरो सेटिंग:एक पावर ड्रिल वा भारी मेसिन प्रयोग गर्दा, स्क्रूहरू बन्द गर्न रोक्न टोकन्ट सेटिंग्स समायोजित गर्नुहोस्, जसले सामग्रीलाई उतार्न सक्छ।
Spacing:स्पष्ट रूपमा लोड गर्नका लागि स्क्रू बीचको बिचमा उचित स्पर्श गर्नुहोस्

| नाममात्र थ्रेड व्यास को लागी | 2.5 | 3 | .5 ..5 | 4 | 5..5 | 5 | 6 | ||
| d | अधिकतम | 2.5 | 3 | .5 ..5 | 4 | 5..5 | 5 | 6 | |
| दारी | 2.225 | 2.7575 | 22.2 | 7.7.7 | 22.2 | 17. | The .7 | ||
| P | पिच (± 10%) | 1.1 | 1.3535 | 1.6 | 1.8 | 2 | 2.2 | 2.6 | |
| a | अधिकतम | 2.1 | 2.3535 | 2.6 | 2.8 | 3 | 22.2 | ..6 | |
| dk | अधिकतम = नाममात्र आकार | 5 | 6 | 7 | 8 | 9 | 10 | 12 | |
| दारी | 17. | The .7 | .6..64 | .6..64 | .6..64 | .6..64 | 11.57 | ||
| k | 1.4 | 1.8 | 2 | 2.3535 | 2.555 | 2.85. | 33.35 | ||
| dp | अधिकतम = नाममात्र आकार | 1.5 | 1.9 | 2.115 | 2.5 | 2.7 | 3 | 7.7.7 | |
| दारी | 1.1 | 1.5 | 1.6767 | 2.02 | 2.22 | 2.222 | 22.22 | ||
| सकेट नम्बर | 1 | 1 | 2 | 2 | 2 | 2 | 3 | ||
| M | 2.51 | 3 | 4 | .4.4 | 13.8 | .3.3 | .6 ..6 | ||